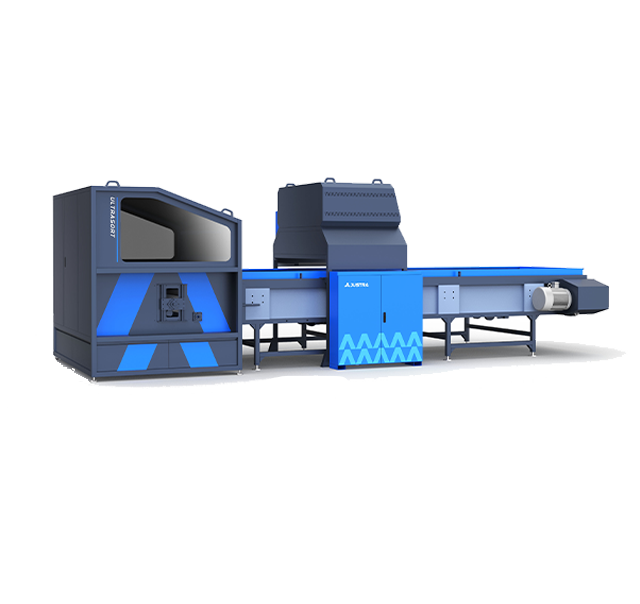
AI Optical Sorter
Exclusive visual recognition technology, accurately identifying over 30 types of recyclables in complex situations.



AI optical sorter
AI optical sorter is a multi-functional intelligent sorting equipment to cope with large volume and complex sorting needs, with industry-leading AI visual recognition technology, and can be flexibly equipped with multi-modal sensors, such as hyperspectral/laser/metal detection, to further enhance the purity of sorting.
Leading lighting technology, unaffected by changes in external lighting, temperature, and humidity. Intelligent cloud-based upgrades .Real-time fault response. Remote seamless operation and predictive maintenance.
Advantages





Application Areas
Technical data


Related Products